GICLZ鼓形齿联轴器怎么对口
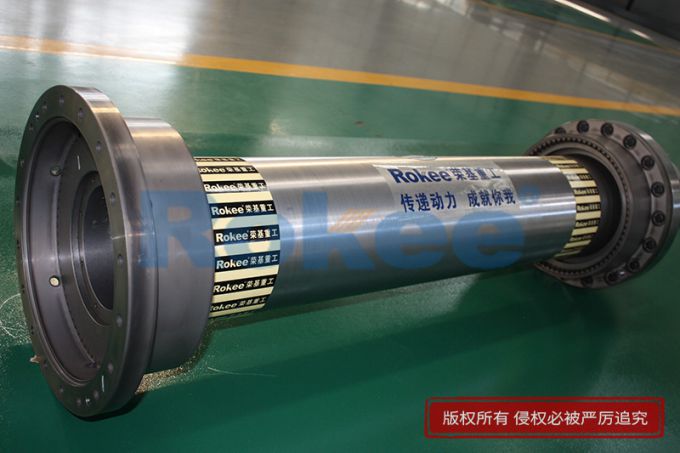
ROD鼓形齿式联轴器是Rokee独立开发的核心技术传动产品之一并且在国家建立和报备了企业技术标准,结合了日本,德国等先进国家的鼓型齿联轴器标准技术,优化了很多细部尺寸链,采用了大压力角齿形设计,轴孔采用短轴设计,缩小了长径比,结构更加紧凑,转速性能优异。相近型号的螺栓采用标准统一化,零部件通用性好。



与国家标准齿式联轴器相比能够传递更大的扭矩,质量相对大幅度减轻,转动惯量小,符合欧洲防爆要求,各种综合性能大大超前。为了更好的传动性能,我们强烈推荐您选用。
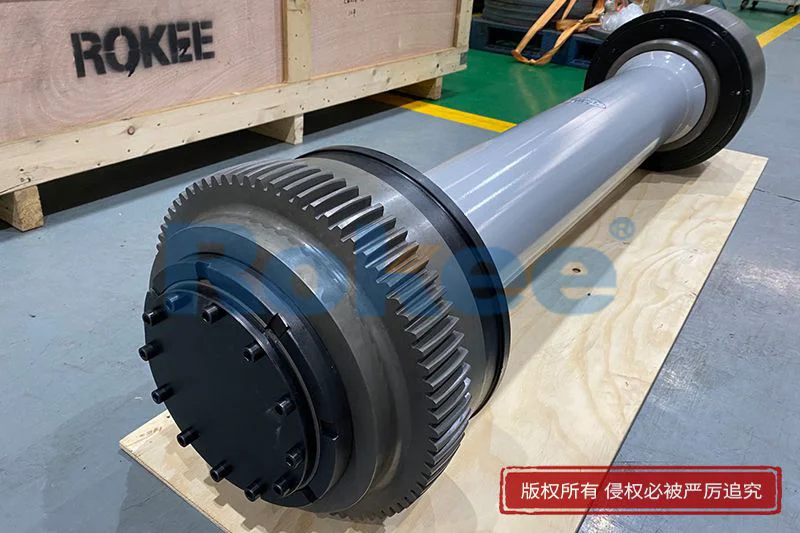
鼓型齿式联轴器是一种特别设计的先进齿式联轴器,其外齿制成球面,球面的中心在齿轮的轴线上,齿侧的间隙比一般产品稍大,鼓形齿联轴器可以传递较大的扭矩和允许较大的角位移,性能优异且寿命更加长久。
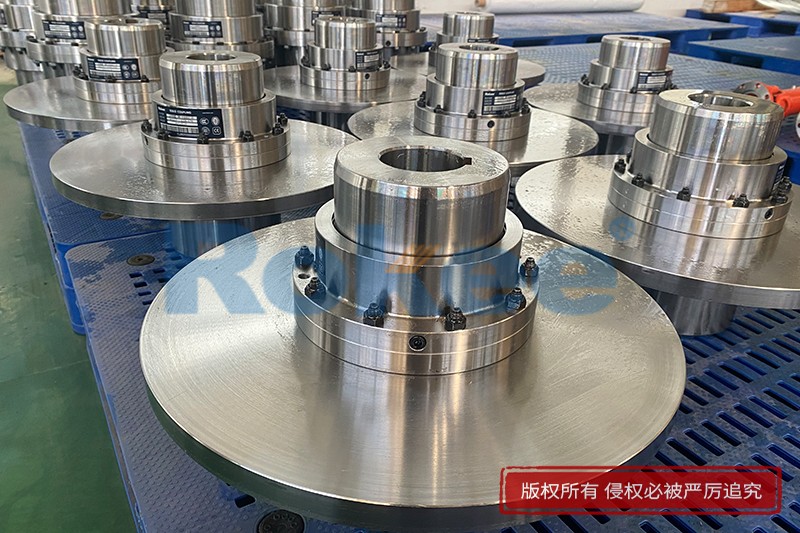

As the gear type flexible coupling, it can be applied into various general drive sites. Due to the special hook face drum gear design, in the definitive deviation scope, it can effectively avoid the edge stress concentration at tooth meshing, so it has outstanding radial and angular centering capacity. Moreover, it can ensure long service life. ROD series drum gear coupling is one of Rokee’s core technical products. It has compact and reasonable structure, light weight, small hole-position fitting draw ratio, large pressure angle design, accurate centering and excellent speed performance. The bolt design has been standardized in series, the universality of parts is good and its service life far exceeds the one of domestic products.

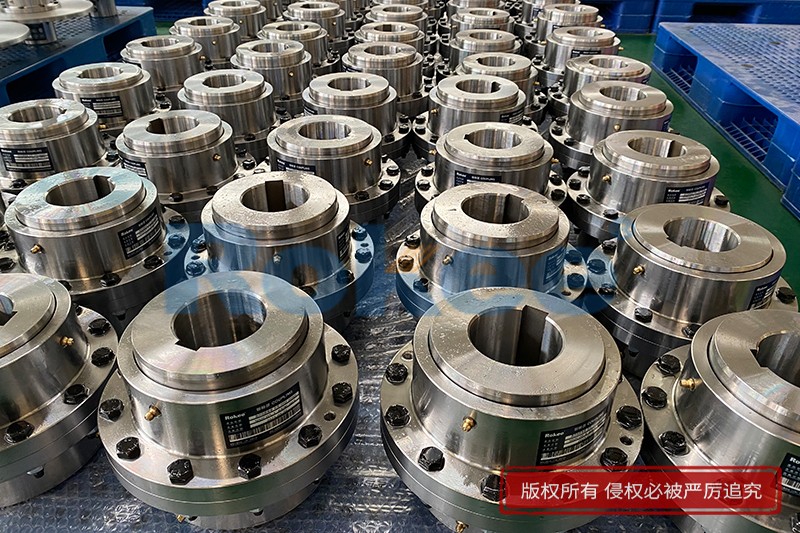

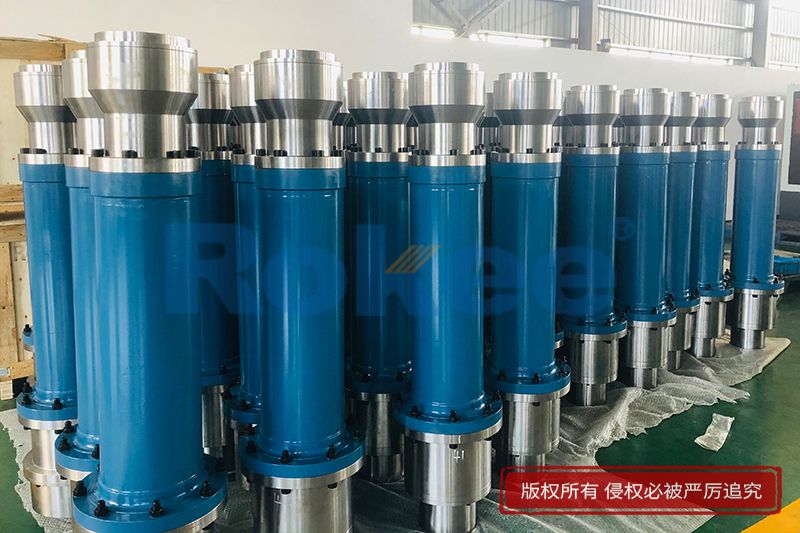
The gear sleeve at both sides is in the structure of locating ring and uniform parts are used. In addition, the sealing is excellent and easy. Curved-tooth Gear Couplings are applied with larger pressure angle design. The product design is more reasonable and quality is reliable. The gear backlash is reasonable. All ROD series drum type gear couplings are designed in optimization, the structure is more compact and the proportion of hole diameter and length is more coordinated and reliable. Light weight and small rotational inertia. It’s made of high-quality alloy forged steel. It’s very applicable to the sites with anti-explosion requirements. The bolt size of adjacent models is the same and the installation is more convenient. Gear Coupling parts of same model can be exchanged for installation.



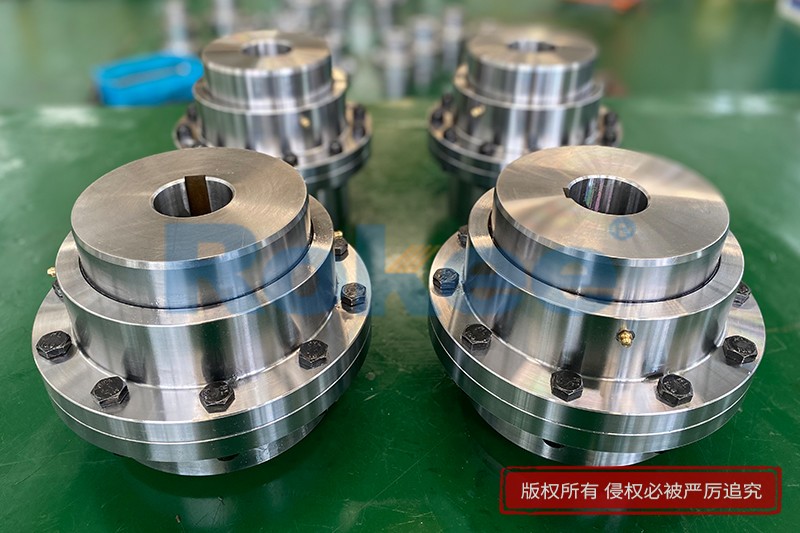
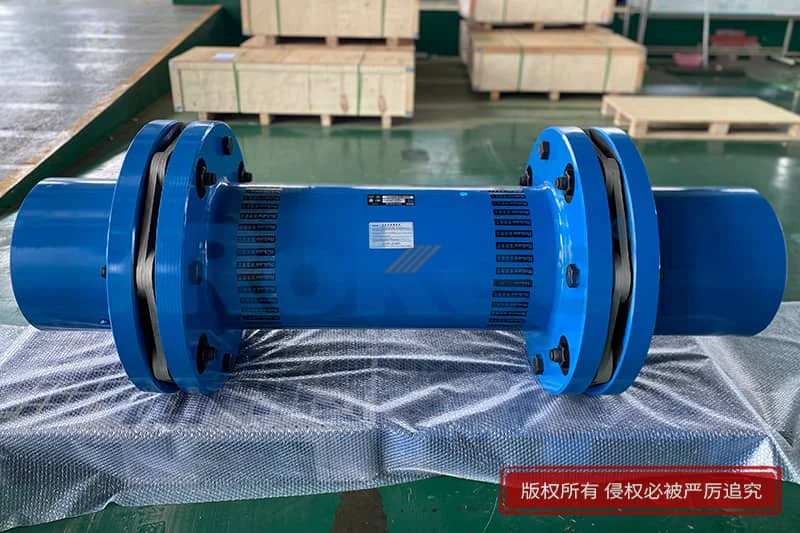
GICLZ鼓形齿联轴器作为传动系统中适配性较强的连接部件,能够补偿设备运行过程中产生的轴向、径向和角度偏差,广泛应用于各类工业传动设备的衔接作业中。联轴器的对口安装精度,直接决定整套传动设备的运行稳定性、使用寿命和传动效率,对口偏差过大,会造成齿面磨损加剧、设备振动超标、螺栓松动断裂等一系列故障,严重时还会引发设备停机、部件损坏等问题。因此,规范完成鼓形齿联轴器的对口操作,把控每一处安装细节,是设备装配与维保工作中的核心环节。
联轴器对口作业前,需完成全面的前期筹备工作,为精准对中奠定基础。首先要做好零部件与设备轴体的清洁处理,彻底清除轴头、键槽、半联轴器内孔及齿面的防锈油脂、灰尘、毛刺和氧化锈蚀,保证所有配合接触面平整光滑、无杂物附着,避免杂质残留导致对口间隙偏差、齿面啮合不良等问题。同时要逐一核对装配尺寸,检查两端设备轴径、轴伸长度与半联轴器内孔参数的适配性,确认键体与键槽的配合间隙处于合理区间,无卡滞、旷量过大等情况。对于需要过盈装配的半联轴器,可采用均匀预热的方式辅助装配,通过低温加热让内孔适度膨胀,装配时保证半联轴器与轴体贴合紧密,装配完成后轴头与联轴器端面保持齐平,无凸出、偏移现象。此外,需提前准备水平仪、百分表、塞规、力矩扳手等专用工具,检查工具精度完好,同时固定好基准设备,一般以负载端或固定端设备为基准,避免作业过程中基准位移影响对口精度。
前期准备完成后,进入初步对口粗调阶段,核心是实现两端半联轴器的大致同轴与端面平行。将两个半联轴器分别固定在主动轴与从动轴上,初步调整设备位置,让两端联轴器的齿体相互对应,预留出均匀的啮合间隙。作业时通过肉眼观察配合水平仪检测,微调从动设备的支撑位置与高度,消除明显的径向偏移和端面倾斜,保证两端联轴器外圆基本对齐,端面缝隙均匀一致。粗调过程中无需追求高精度,重点是修正大幅度的偏差,避免后续精调时调整量过大,同时可手动转动轴体,检查联轴器转动是否顺畅,无卡顿、异响、蹭齿等异常情况,确保齿面初步对位正常,为精准找正创造良好条件。粗调完成后,临时固定设备支脚,防止设备移位。
粗调结束后是核心的精准对口作业,这是保障联轴器运行质量的关键步骤。行业内普遍采用打表检测的方式完成精调,通过百分表分别检测联轴器的径向跳动与端面跳动,精准把控同轴度与端面平行度偏差。作业时将百分表固定在基准端联轴器上,表头分别贴合从动端联轴器的外圆表面与端面,缓慢匀速转动两端轴体,全程保持同步转动,记录不同点位的检测数据。根据检测得出的偏差数值,针对性调整从动设备的支脚垫片厚度与设备水平位置,径向偏差通过调整设备左右、高低位置修正,端面角度偏差通过微调设备前后倾角修正。调整过程需遵循循序渐进的原则,每次微调后重新检测,反复校核,直至径向与端面偏差均符合设备装配工艺要求。需要注意的是,精准对口需兼顾静态与动态适配性,充分考虑设备运行后的热膨胀余量,预留合理的轴向间隙,避免设备升温后轴体伸长造成联轴器顶死、齿面挤压磨损。
精度调整达标后,即可进行齿套装配与啮合对位固定作业。将中间齿套平稳套装在两端半联轴器的外齿之间,缓慢转动齿套与轴体,检查内外齿的啮合状态,确保全周齿面啮合均匀,无局部单点接触、齿面卡滞、间隙不均等问题。啮合间隙需保持整体一致,间隙过小会导致运行发热、齿面磨损加快,间隙过大会造成传动晃动、冲击载荷增大,影响传动稳定性。确认啮合状态良好后,进行连接螺栓的装配与紧固作业,螺栓装配需遵循十字交叉对称紧固的原则,规避单侧集中紧固造成的法兰受力不均、对口精度偏移问题。紧固作业分多次逐步完成,按照梯度均匀施加预紧力,让两端联轴器法兰面受力均衡,有效防止联轴器变形、偏移,保障对口精度的稳定性。所有螺栓紧固完成后,再次复核一次同轴度与端面偏差,确认紧固过程未造成精度偏移。
全部装配对口作业完成后,需开展整机校核与试运行检测,验证对口质量是否达标。手动盘动整套传动系统,感受转动阻力均匀无突变,无异常摩擦、撞击声响,整体转动顺滑稳定。随后开展空载试运行,观察设备运行过程中的振动、温升状态,联轴器部位无明显抖动、发热异常等现象。空载运行稳定后,可逐步加载试运行,检查负载状态下的传动工况,确认联轴器无异响、无位移、无渗漏,齿面啮合状态保持良好。同时检查设备支脚无松动、变形,所有紧固件无偏移、松动情况,确保对口精度在设备运行工况下能够持续保持。
除规范装配操作外,对口作业的细节把控与后期养护同样重要。对口作业需规避强行装配、暴力紧固等操作,防止联轴器齿面、轴体配合面受损,影响装配精度与使用寿命。对于长期运行的设备,冷热交替工况下需预留合理的补偿空间,适配鼓形齿式联轴器的偏差补偿特性。日常运维过程中,需定期检查联轴器的对口精度、螺栓紧固状态与齿面磨损情况,及时校正轻微偏移偏差,补充润滑介质,保证齿面啮合始终处于良好状态。精准规范的对口工艺,能够充分发挥鼓形齿联轴器的传动优势,降低设备故障发生率,延长传动系统整体使用寿命,保障工业设备长期平稳高效运行。


 微信客服咨询
微信客服咨询
 微信咨询
微信咨询